Metal detectors are really important in food manufacturing because they find metal bits that might get mixed into food during processing. These machines basically scan through products on assembly lines to catch any tiny pieces of metal that could be dangerous if someone eats them. Food safety groups such as HACCP have been pushing for their use for years since they help keep our food safe from contamination issues. Most factories install these detectors at several points along production lines so they can spot problems early. This not only keeps the factory compliant with health regulations but also gives customers peace of mind knowing what they buy doesn't contain hidden metal fragments.
Metal contamination in food is a real problem that can cause all sorts of health issues when people eat contaminated products. Swallowing metal pieces can actually injure someone's digestive system and sometimes leads to pretty severe medical problems or worse. Take a look at what the CDC reports - they track plenty of cases where folks end up sick because they accidentally consumed metal bits mixed into their food. The numbers are telling too: metal fragments show up regularly among the list of common food safety complaints. For companies manufacturing food products, installing proper metal detection systems makes sense on multiple levels. It keeps consumers safe from harm while also protecting brand image since nobody wants to be associated with products that could potentially hurt customers.
Metal separators work with several tech options to find and get rid of metal bits in food stuffs. Most commonly, these machines use electromagnetic fields which can spot different types of metal fragments pretty well. The way they work relies on how metals react to magnets, so even tiny specks stand out against non-metallic ingredients. When the machine applies its magnetic pull, any metal gets pulled away from everything else, keeping the final product clean and safe for consumption. This matters a lot in food processing where even small amounts of metal contamination could cause serious problems down the line.
The food industry relies on various metal separators, each designed for specific tasks and environments. Conveyor belt systems remain popular choices since they feature magnets placed above moving belts to catch any metal bits that might contaminate products during processing. For gravity fed models, these devices sit inside vertical pipes where the product naturally flows downward past strong magnetic fields that grab onto metallic debris. Portable versions come in handy when space is tight or when operations need to move around different parts of a facility. All these separation technologies help keep food safe from harmful metal fragments while adapting to whatever setup makes sense for particular production lines across the industry.
In food processing plants across the world, metal separators have become essential equipment for keeping food safe and maintaining quality control. These machines basically scan through products on conveyor belts looking for any stray bits of metal that might have gotten mixed in during production. Finding those tiny fragments early stops serious health problems down the line and keeps companies within legal requirements set by international food safety regulations. Most food factories rely heavily on these systems to meet HACCP guidelines without breaking stride. When metal pieces do get caught, it saves manufacturers from expensive product recalls while protecting their hard-earned reputations in competitive markets.
For companies working in pharmaceuticals and chemicals, metal separators play a vital role in keeping products clean and meeting all those tough regulations everyone has to follow. We're talking about microscopic metal bits here - sometimes just one speck can ruin an entire batch of medicine or chemical compound, which means the separation process needs to be spot on. Standards set by organizations like USP (United States Pharmacopeia) actually lay out exact maximum levels for metal content in different substances. That's where good quality metal separators come into play, they basically hunt down and remove these tiny metal traces so nothing gets contaminated. From what I've seen across various manufacturing plants, this attention to detail isn't just about following rules anymore, it's become essential for building trust with customers who demand nothing but top notch quality from their medications and industrial chemicals.
The YW-S01 Metal Separator represents cutting edge technology for improving material purity and safety across different sectors. This equipment works by detecting metal impurities in dry bulk products using sophisticated sensing methods. The separator generates strong magnetic fields that catch tiny metal fragments down to microscopic sizes, which protects final products from contamination risks. Operators will find it straightforward to work with thanks to intuitive controls that make day-to-day operations and regular maintenance much simpler than older models. Processing capacity stands out too, since the machine handles substantial quantities without slowing production lines, reducing stoppages and boosting overall output. Built tough for demanding factory conditions, this separator maintains reliability through years of service. What makes it particularly valuable is the ability to adjust settings according to particular requirements, so it fits well in food plants where hygiene matters most as well as chemical factories dealing with corrosive substances daily.

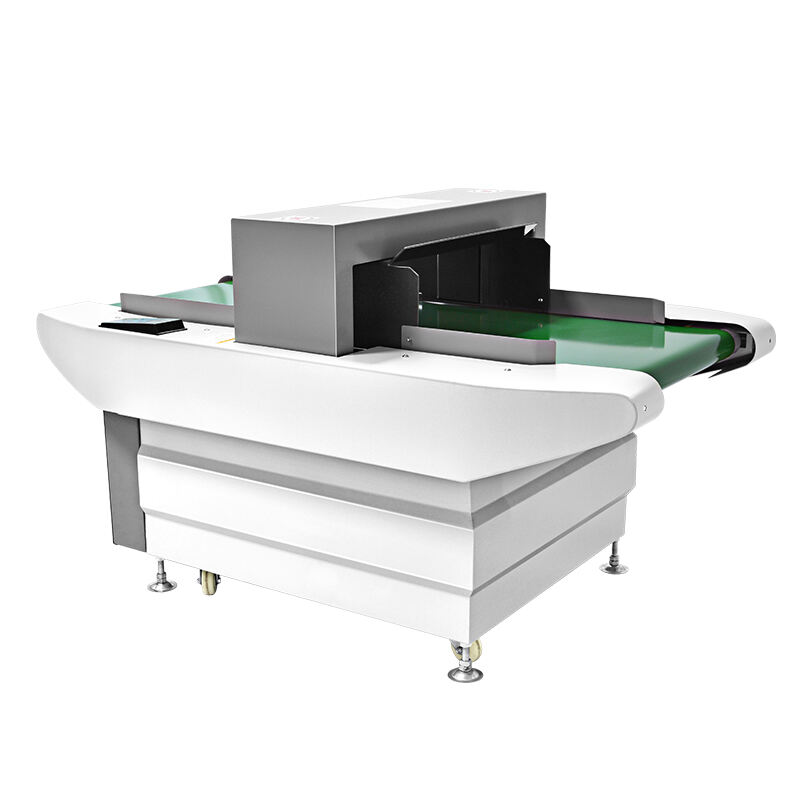
The YW-S02-50 Metal Separator stands out as a reliable workhorse designed specifically for tough industrial environments where product purity matters most. At its core lies sophisticated magnetic detection tech that can spot even tiny metal bits hidden within different types of material streams. Food processors love this machine because it fits right into their existing packaging lines without causing disruptions. The control panel is straightforward enough for operators to monitor everything happening inside through live status indicators. What really sets it apart though is how much stuff it can handle at once compared to similar models on the market today. Built from heavy duty components meant to last years in harsh conditions, technicians can fine tune the sensitivity levels depending on what exactly needs screening. This flexibility makes all the difference when companies want to ensure their end products meet strict contamination standards across multiple sectors including dairy processing plants and nut manufacturing facilities.

The Logistics Sorter represents a major step forward in warehouse sorting technology, helping facilities run smoother while keeping contamination rates low during item separation. These machines can sort packages at incredible speeds, accurately directing everything from small envelopes to large boxes straight to their designated drop points without human intervention. What makes this equipment stand out? Well, it can process upwards of 5,000 items each hour, which is pretty impressive considering most traditional methods take much longer. Operators appreciate how easy it is to adjust settings for different package types and sizes, plus the control panel is straightforward enough that even new staff members pick it up quickly after minimal training. When companies integrate these sorters into their current workflows, they typically see better coordination between departments and access to live data tracking throughout the entire operation. Many logistics managers report significant improvements in both throughput and accuracy once these systems become part of daily operations.

The latest improvements in metal separation tech, especially when combined with AI detection systems, are really changing how accurate we can be in separating metals from other materials. These new systems run on advanced machine learning algorithms that spot and sort out metal contaminants much better than before. They look at all sorts of data patterns that humans would miss, which makes them way better at finding even tiny bits of metal contamination. This has made a big difference in food processing plants and recycling facilities where getting rid of metal scraps is absolutely critical for safety and quality control.
Putting metal detection tech together with things like conveyor systems and data analysis is becoming a big deal in the industry right now. When these systems work together, they can actually change how fast conveyors move or even where products go when something suspicious shows up. And here's what makes it really interesting the data side of things lets operators watch everything happening in real time and tweak safety measures as needed. This means factories stay safer while getting more done throughout the day. Plus, companies see fewer problems with contaminated products and save money on wasted materials and downtime across their operations.
By embracing these cutting-edge technologies, businesses can significantly improve their metal detection processes, ensuring safer and higher-quality products for consumers. As these trends continue to evolve, they will likely shape the future of metal separation technology and set new standards for industry practices.
Metal separators do important work when it comes to keeping our food safe and protecting public health in many different industries. These machines stop contaminants from getting into products, something that matters a lot for building customer confidence and staying compliant with all those government rules. Beyond just improving product quality, they actually save money by stopping tiny bits of metal from damaging expensive machinery during production runs. We see these separators at work everywhere from meat packing plants to pill manufacturing facilities and even in places that recycle materials. For manufacturers, having reliable metal detection systems isn't just good practice anymore—it's becoming essential as safety standards keep getting stricter year after year.
 Hot News
Hot News2026-04-25
2024-05-22
2024-05-22
2024-05-22