In today's food, pharmaceutical, personal care, and precision manufacturing industries, the smallest unintended contaminant can lead to serious safety incidents, damage brand reputation, and cause significant financial loss. The core challenge for quality control is achieving highly accurate, reliable contaminant detection without compromising production efficiency.
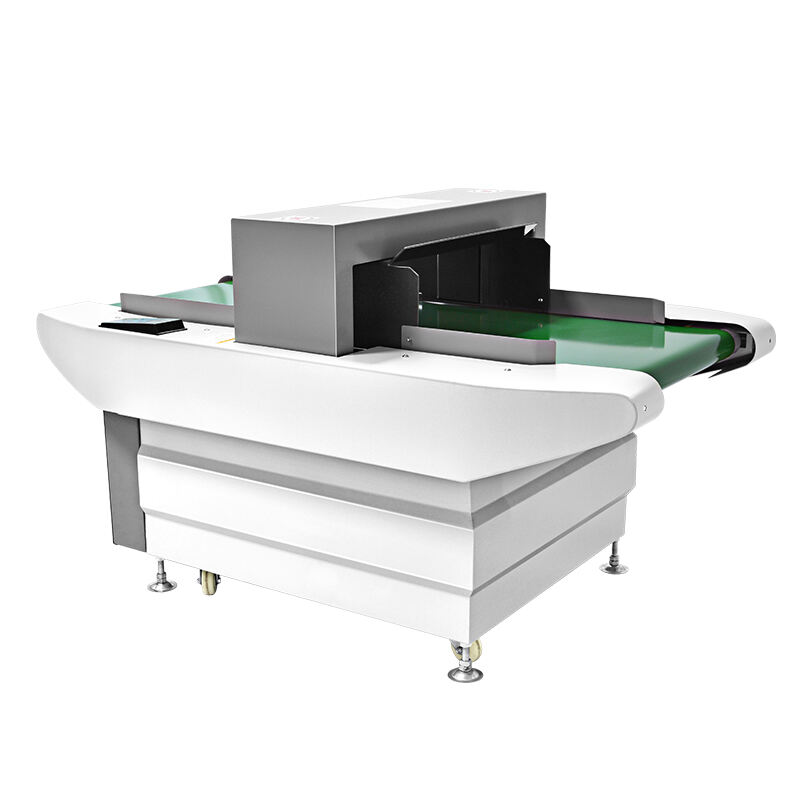
Introducing your production line's most reliable Silent Sentinel — our advanced Foreign Object Detection Machine. It is more than just equipment; it's an integral, dependable layer in your quality assurance defense.
Our detector integrates cutting-edge sensing technology with intelligent algorithms, designed to identify every unwanted "intruder" within complex production environments.
High-Sensitivity Detection
Leveraging leading detection technology, the system exhibits exceptional sensitivity in identifying a wide range of foreign materials such as metals, glass, ceramics, stones, and dense plastics. Even minute contaminants are reliably captured, effectively minimizing the risk of oversight.
Robust Performance in Challenging Environments
Production floors present common challenges like temperature variations, product vibration, and electromagnetic interference. Our machine, with its specialized design and optimized algorithms, boasts superior anti-interference capabilities. It ensures stable and reliable performance during continuous, high-intensity operation, significantly reducing false reject rates.
Intelligent & User-Friendly Operation
Intuitive Interface: Features a large color touchscreen with a clear, logical menu. Parameter setting and adjustment are straightforward, enabling quick operator training and ease of use.
Smart Management: Includes powerful data logging and traceability functions. It automatically records all alarm events (including time, contaminant type, etc.), facilitating quality analysis and production trace-back.
Flexible Configuration: Detection sensitivity and parameters can be easily set and stored for different products, allowing for quick changeovers on the production line.
Rugged & Reliable Design
Constructed to industrial-grade standards with durable key components, the machine is built to perform reliably in demanding environments, including those with moisture or dust. This ensures long-term operational stability and lower maintenance costs.

This detector is a versatile solution for a wide range of sectors:
Food & Beverage: Ideal for meat, snacks, spices, processed fruits/vegetables, dairy products, etc., detecting potential metal fragments, mineral stones, and other dense contaminants.
Pharmaceuticals: Ensures purity in tablets, capsules, powders, and other products.
Personal Care & Cosmetics: Protects product quality and safety in items like cosmetics and detergents.
Other Industries: Also suitable for textiles, rubber/plastics, non-wovens, and more, screening raw materials or finished goods for impurities.

Setup: Based on the product type and packaging, call up or set the corresponding detection parameters via the touchscreen.
Automatic Inspection: Products pass through the detection zone. The system scans at high speed and analyzes data in real-time, operating seamlessly with your production flow.
Intelligent Rejection: Upon detection of a contaminant, the system triggers audible/visual alarms and can activate a connected rejection device (e.g., pusher, flap) to automatically remove the non-conforming item, ensuring only good products proceed.

Enhanced Product Safety: Builds a robust quality firewall, drastically reducing consumer complaints and safety risks related to contaminants.
Protected Brand Equity: Consistent delivery of high-quality, safe products is fundamental to maintaining and enhancing your market reputation.
Regulatory Compliance: Helps meet stringent international and domestic quality and safety standards.
Optimized Production Efficiency: Automates inspection, replacing inefficient manual screening, reducing waste, and boosting overall line productivity.
Strong Return on Investment: A reasonable investment to prevent potentially massive costs associated with product recalls, making it a highly cost-effective quality initiative.
In an era where quality is paramount, intercepting hazards before products leave your facility is a responsibility to both your consumers and your company's future. Guangdong Eversun Detection Technology Co., Ltd. is committed to being your trusted quality partner with advanced, reliable inspection solutions.
Making the invisible threat visible. Ensuring your product leaves the line flawless.
 Hot News
Hot News2026-04-25
2024-05-22
2024-05-22
2024-05-22