Needle detectors are essential for keeping textiles safe since they find and remove metal bits that get mixed into fabrics during manufacturing. These tiny metal fragments can actually end up in finished products, causing real problems for people who wear or use them. Looking at industry numbers makes this clear enough - around 3 out of every 10 product recalls happen because something got contaminated. That's why good detection tech matters so much for quality control. When companies install these detectors, they're doing more than just following safety rules. They're basically avoiding lawsuits over bad products while keeping customers healthy and saving their own business from damage too.
Manufacturers risk serious legal trouble when they don't install proper detection systems and contaminated products make it onto store shelves. According to various industry studies, companies often end up in court battles and pay steep penalties when they fail basic safety checks. When something goes wrong, courts tend to hold manufacturers directly accountable for any contamination issues. Installing needle detection technology across production lines helps businesses avoid most of these headaches. Not only does this reduce potential lawsuits, but it also keeps operations running smoothly while meeting all regulatory requirements set by governing bodies in the food and pharmaceutical sectors.
When companies invest in good contamination detection systems, they protect their brand image and build real trust with customers. Textile manufacturers who put safety first tend to see stronger customer loyalty because people know what they're getting is reliable. Studies show around two thirds of shoppers actually pay extra for items they consider safe, which means better detection tech translates to actual sales gains. On the flip side, bad press after a recall can really hurt a brand's standing in the market, sometimes taking years just to start recovering. For textile businesses operating in a tough market, spending money on proper safety protocols does more than stop contamination problems. It builds lasting customer relationships and keeps the doors open for continued growth despite all the competition out there.
Needle detectors used in industrial settings have become pretty good at spotting tiny metal bits that get mixed into textiles during production. Some research shows these machines cut down on missed detections, so they help keep things safe according to industry standards. Manufacturers build them to tell apart different kinds of metals, which means better overall checking against metal contamination problems in finished goods. For companies making clothing or other fabric products, finding those microscopic metal pieces matters a lot since customers expect both safety and quality when buying their stuff.
Needle detectors aren't just limited to making clothes safer either. They play a big role in keeping our food safe too by stopping metal contamination before it gets into products. Take food metal detectors for example these devices are essential throughout various stages of food processing from when ingredients arrive at the factory all the way through to final packaging. Manufacturers benefit greatly from this cross-industry usefulness because they can invest once and get value across multiple operations instead of buying separate systems for each sector. The ability to work effectively in both textile manufacturing and food production makes these detectors indispensable tools that help companies meet strict quality requirements while saving money in the long run thanks to bulk purchasing power.
Needle detectors built for industrial use handle fast paced screening tasks that keep production moving smoothly. These devices rely on smart software and cutting edge tech to stay accurate even when things are happening quickly, which cuts down on those frustrating stoppages in manufacturing. Factories see fewer rejected batches because of this, helping maintain consistent product quality despite needing to crank out large volumes. The speed at which these detectors work really matters too since it keeps production lines running nonstop while still meeting all the necessary quality checks without missing a beat.
Industrial needle detectors come with adjustable sensitivity settings that let manufacturers tweak their detection systems for different materials and shop floor conditions. The ability to customize these parameters means better detection while avoiding too many false positives that would just create waste and slow down production lines. When companies implement these adjustable features, they actually save money in the long run because they aren't throwing away good products unnecessarily. Safety gets optimized without compromising throughput, which matters a lot when dealing with food processing or pharmaceutical manufacturing where contamination risks vary so much between batches. The flexibility built into modern detection systems really makes a difference in how plants manage safety day to day across all sorts of production environments.
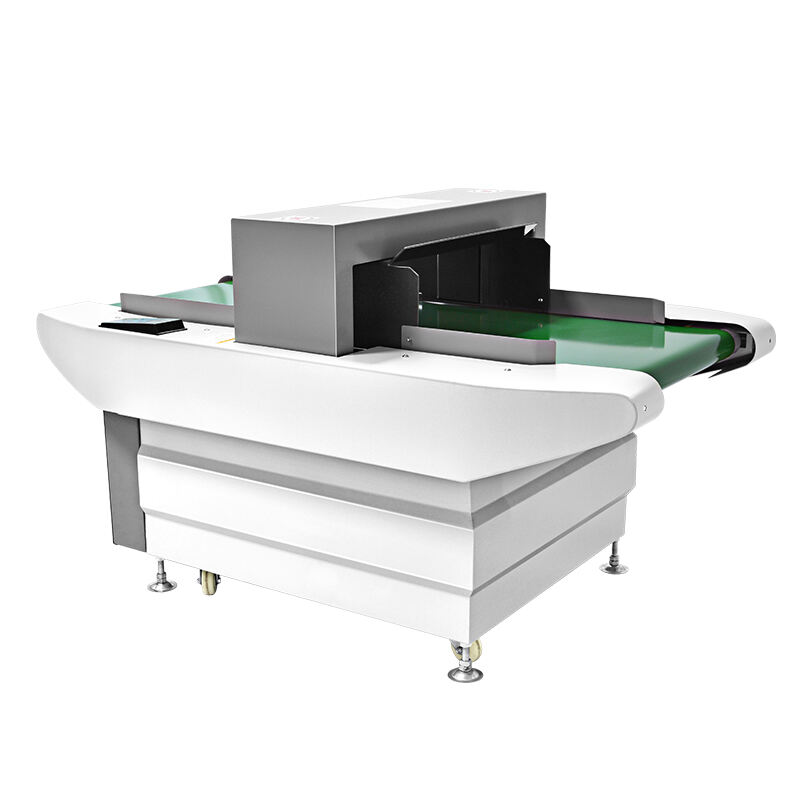
Needle detectors that perform well in textile manufacturing typically emphasize accuracy while fitting smoothly into current production lines to boost how things run day to day. One particular model called the Needle Detector has become pretty popular among manufacturers because it can spot tiny metal pieces that other systems might miss. The detector works so well at finding these small fragments that many factories report fewer safety issues when they switch to this system. Some real world tests done in fabric plants showed that good quality detectors cut down on foreign material getting mixed into fabrics by around 70%. This matters a lot since contaminated textiles can lead to recalls and damaged brand reputation across everything from clothing to home goods.
The way these detectors work together with current production setups makes them easy to fit into most factories. For manufacturers looking to upgrade without shutting things down completely, this matters a lot. When equipment actually works with what's already there instead of fighting against it, companies tend to roll out the changes faster. Textile mills especially appreciate this because they often run around the clock and can't afford major disruptions. Getting new tech installed quickly means keeping those machines running at peak performance while still meeting all the safety requirements that come with handling fabrics and dyes day after day.
Needle detection systems play a crucial role in keeping different sectors compliant, especially textile manufacturing and food production lines. Take the Advanced Needle Detector as an example of modern tech helping businesses meet strict safety rules. These devices are built according to global standards and use sophisticated scanning methods that work across several industries. Textile factories benefit from catching foreign objects before they reach packaging, while food processors rely on them to prevent contamination risks throughout their production chain. The technology adapts well to both environments, making it a versatile solution for companies serious about product safety.
What customers actually say about these investments tells us they're worth every penny, mainly because it gives them sleep at night knowing their business meets all those tough compliance standards. The right equipment stops accidents before they happen and saves companies from expensive headaches down the road when something goes wrong. With regulations getting tighter across international borders lately, installing good quality needle detection tech isn't just smart it's almost essential for any facility wanting to stay ahead of the game without breaking the bank on legal issues.
Most retailers these days want strict checks in place before letting products into their supply chains. They need assurance everything meets those tough safety standards, which is why needle detectors have become so important for staying compliant. Without them, manufacturers often face serious holdups when trying to get new products out there. Some industry reports suggest around 80 percent of big box stores actually check their suppliers pretty frequently to see if they follow all the safety rules properly. What we're seeing now makes sense for companies looking to stay ahead of the game. Getting good at using reliable needle detection tech isn't just about ticking boxes anymore. It really does help speed things along while keeping customers safe and protecting the company's image in the long run.
Needle detection tech plays a vital role in helping products pass the tough requirements needed for shipping goods overseas and keeping them safe from dangerous contaminants. Following international safety rules matters a lot when it comes to getting products into foreign markets. If companies don't follow these rules, they face rejection at customs checkpoints which hurts business deals and sales chances. Trade groups have tracked this trend showing firms with strong safety practices tend to do better in exports overall. For instance, some industry reports indicate businesses with good safety records see around 30% fewer shipment delays. Putting money into reliable detection gear does more than just protect product quality. It actually builds trust with international buyers and keeps companies competitive globally while avoiding costly fines or bad publicity that comes from failing inspections.
 Hot News
Hot News2026-04-25
2024-05-22
2024-05-22
2024-05-22