Metal detectors are essential for keeping our food safe from harmful metal bits that might sneak into products during manufacturing. These devices work by creating an electromagnetic field which changes when metal objects pass through it, so operators can spot problems instantly as things move along the production line. Quick detection means contaminated items get pulled out fast before anyone ever sees them on store shelves. Modern metal detectors come equipped with smarter tech that tells the difference between dangerous metal fragments and regular metal packaging materials, making inspection much more accurate overall. For food processors concerned about quality control, investing in this kind of technology makes sense because it cuts down on recalls and protects brand reputation while keeping customers healthy.
Metal detectors play a critical role in food manufacturing by spotting different kinds of metal杂质 that might end up in our food supply. We're talking about things like iron bits, copper fragments, aluminum pieces, and even those tricky stainless steel particles that can slip through unnoticed. Why does this matter? Well, when these metals make it into packaged goods, they can seriously harm people who eat them. Imagine swallowing something sharp without knowing it! Food safety watchdogs have been ringing alarm bells for years now. Their data shows that way too many product recalls happen because of metal contamination issues. That's why most serious food producers invest heavily in good quality metal detection equipment. These systems aren't just about following regulations anymore they're actually saving lives and protecting brand reputations across the entire food industry chain.
Metal detectors play a key role in HACCP plans by helping prevent foreign objects from getting into food products. Most food processors need to install metal detection systems to meet FDA and USDA rules. Plants that have implemented these systems see fewer contamination problems, which makes sense when looking at the data from industry reports. Metal detectors aren't just about checking boxes for regulators either. They actually help keep consumers safe by catching things like tiny pieces of machinery parts before they end up on grocery store shelves. For many manufacturers, this equipment represents one of the most effective ways to maintain quality control across their entire production line.
The YW-S02-Shake Metal Separator features a special shaking system that actually improves how well it finds metal bits mixed into food products. This makes it pretty much the go to option for spotting metal in all sorts of food processing situations. What really works here is how the machine shakes things loose so tiny metal pieces get separated out before they can cause problems. Food safety folks know this matters a lot because even the smallest speck of metal could end up in someone's meal. The separator can catch particles as small as 0.5mm which cuts down on contamination risks significantly. For food manufacturers dealing with strict safety rules, having equipment that reliably detects these hidden dangers means their products stay compliant and customers stay healthy.

What makes the YW-818 metal detector really special is how customizable it actually is. Food processors need different detection parameters depending on what they're working with, from dry goods to wet products, and this machine lets them fine tune those settings. Operators can change the sensitivity based on whatever product comes through the line next, so everything runs smoothly without unnecessary interruptions. When settings match the actual product being scanned, there are fewer false alarms and better metal detection results overall. This flexibility matters a lot in real world operations where food items vary so much day to day across processing facilities.

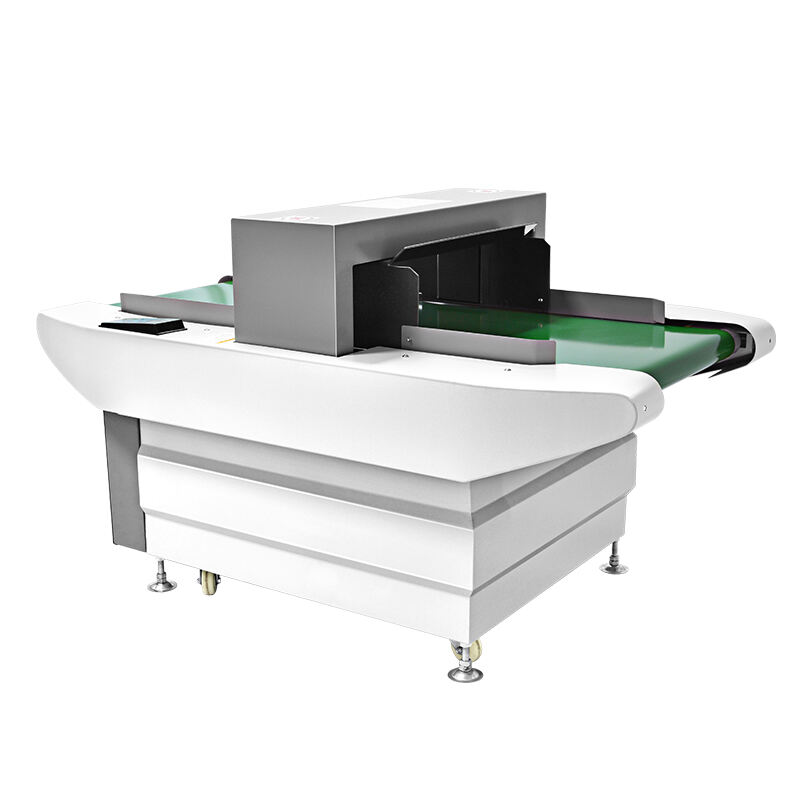
The YW-818 Pushbeam metal detector stands out for its exceptional sensitivity when it comes to spotting metal bits in tricky food products. Works great on all sorts of stuff from meat blends to snack mixes where ingredients vary quite a bit. Food processors have been putting this system through its paces in actual production lines, and what they're finding is pretty impressive reliability day after day. What makes this detector really valuable is how well it handles tough situations that other systems might miss completely. For anyone running a food processing operation, having something that can catch those sneaky metal fragments means safer products heading out the door and fewer recalls down the line.

Putting metal detectors on production lines takes some careful thinking to avoid messing things up while making food safer. First off, companies need to look at how their production area is set up so they can fit detectors in without slowing down operations too much. A lot of manufacturers find that conveyor belts work really well for this purpose. These belt systems make it easier to check every product passing through for any bits of metal that might have gotten mixed in during processing. Take Unibright Foods for instance. After having to pull back about 50 thousand pounds of meat because tiny metal pieces were found inside, they installed proper detection equipment across their facility. Since then, there haven't been nearly as many problems with contaminated products leaving the plant, which means better protection for customers and fewer headaches for management dealing with recalls.
Keeping metal detectors properly calibrated and maintained regularly is really important for their reliable performance in food manufacturing settings. When companies stick to regular calibration schedules, they make sure these machines keep detecting contaminants accurately even as technology ages or conditions change slightly over months and years. The maintenance part matters too. Regular checks plus good cleaning practices help avoid those annoying false alarms that can mess up production lines. These false signals aren't just inconvenient they actually damage consumer confidence and create headaches for regulatory inspections. Food processing plants that follow strict maintenance rules tend to see far fewer cases of product contamination. This shows how simple preventive steps can protect both brand reputation and public health when it comes to food safety standards.
Detailed record keeping makes all the difference when it comes to passing audits and staying compliant with regulations in food production. Facilities need to track things like detection logs, calibration reports, and maintenance schedules so they have a full picture of their safety protocols. Good documentation helps trace where problems might come from during inspections, and shows regulators that the business takes food safety seriously. Most experienced professionals in the field will tell anyone who'll listen that thorough documentation isn't just paperwork it's actually essential. When companies keep proper records, auditors spend less time digging around, which means better accountability across the board. Plus, customers tend to trust brands that can prove they follow strict safety standards through their documentation practices.
 Hot News
Hot News2026-04-25
2024-05-22
2024-05-22
2024-05-22