The importance of food safety keeps growing as our supply chains stretch across continents and consumers demand better quality and safer products than ever before. The WHO reports that roughly one out of every ten individuals gets sick from eating contaminated food annually around the globe. That number alone should make anyone sit up and take notice. We clearly need stronger food safety protocols in place if we want to protect public health without sacrificing convenience or taste. After all, nobody wants to spend their vacation battling food poisoning after enjoying what was supposed to be a delicious meal abroad.
Manufacturers must deeply understand food safety standards to ensure compliance and avoid foodborne illnesses. Familiarity with guidelines such as HACCP (Hazard Analysis and Critical Control Point) is crucial. These guidelines help in identifying and managing potential hazards, thereby enhancing the operational integrity of food production processes.
Consumers today are more informed and vigilant about food safety concerns. Research shows that an increasing number of consumers are choosing brands based on their perceived safety practices. This trend underscores the importance for manufacturers to effectively communicate their safety measures, which can significantly boost brand loyalty and trust.
Keeping up with food safety standards is not only about compliance; it is also about securing consumer trust and safeguarding public health.
X ray machines work with ionizing radiation to create pictures showing what's inside food items, and this plays a big part in keeping our food safe. They can spot all sorts of bad stuff like bits of metal, shards of glass, or pieces of plastic before anything gets into consumer hands. Basically how it works is these machines shoot out x rays that go through the food product. Different materials absorb those rays at different speeds based on how dense they are. When something doesn't match up with what should be there, the machine flags it as possibly dangerous. So basically, this whole process helps make sure nothing harmful makes it past quality control and ends up on store shelves.
Looking at X-ray machines next to old school metal detectors shows why many facilities are switching over. Metal detectors work great for finding iron stuff and other metals, but they miss out on things like glass fragments or plastic bits that can slip through unnoticed. X-ray tech actually spots those non-metal problems too, which makes a big difference for keeping food safe. The better detection means plants run smoother day to day while staying within all the health regulations. Food processors across the country have found that investing in X-ray systems pays off in multiple ways. These machines catch everything from metal shavings to tiny pieces of rubber, helping keep consumers healthy and avoiding costly recalls down the line.
X-ray machines have proven really effective at spotting contaminants, cutting down on the chances people might come into contact with dangerous stuff. Research shows they pick up particles as tiny as 1mm across metals, glass bits, even some plastics too. That makes these devices pretty much indispensable for keeping our food supply clean. The ability to catch such minute impurities matters a lot when it comes to making sure what ends up on store shelves doesn't harm anyone who eats it. Beyond protecting public health, this capability helps companies maintain their good standing in the market place by avoiding those costly recalls that damage trust and bottom lines alike.
X ray machines offer something really valuable too they can check out packaged products without damaging them at all. For things that go bad quickly or come in delicate packaging, this makes a huge difference. The food stays safe according to regulations but doesn't get messed up during inspection. When companies install these X ray systems, they protect their production lines better, stay on top of food safety rules, and generally build stronger customer confidence. In an industry where people are always looking for trustworthy brands, having both safety checks and quality control built into operations just makes good business sense.
X-ray machines are really important for checking raw materials in food processing plants. When ingredients come into the facility, they need to pass certain safety tests to stop contaminants from getting through at an early stage. The whole point of using X-rays this way is to catch things like metal bits or other unwanted stuff before they get mixed into the product later on. Most companies install these systems right at the start of their operations so problems don't blow up into bigger issues down the line. This kind of setup keeps safety standards high and protects people who eat the finished products too.
X-ray machines play a vital role in checking finished products after looking at raw materials, making sure everything meets quality standards. They scan packaged food items thoroughly to spot any foreign objects or irregularities, which cuts down on expensive product recalls and builds customer confidence in what they buy. Food manufacturers who invest in this tech aren't just keeping their quality consistent, they're actually building something stronger too – a trustworthy image where people know their products are safe to consume without worrying about hidden dangers lurking inside packaging.
X ray inspection takes quality control to a whole new level and keeps things consistent across the entire manufacturing run. The equipment spots all sorts of issues beyond just foreign objects it can pick up on changes in how dense products are, something that might point to food going bad or packages not being sealed properly. When companies run these checks regularly, they spot problems early on before anything reaches customers. This means safer goods that look the same every time and maintain top notch quality standards. Everyone wins really producers save money from recalls while consumers get what they paid for without surprises.
Putting X-ray machines into food inspection lines comes with real money issues and regular maintenance headaches for processing plants. The upfront price tag plus all those running costs over time can really add up, so companies need to do their math carefully before jumping in. Getting this right matters because it helps cut down on expensive product recalls while keeping food quality where it should be. Most food manufacturers find that spending this kind of cash pays off eventually when they look at how much they avoid in product safety problems down the road. Think about all those recall costs disappearing and the peace of mind knowing customers won't lose trust in the brand if something goes wrong on the production floor.
Safety of operators and following regulations matter a lot when bringing X ray tech into food production settings. Workers need proper training on how to handle equipment safely so they stay protected from radiation exposure. This training covers what happens if something goes wrong during scanning operations too. Compliance with safety rules isn't just about ticking boxes it actually makes workplaces safer for everyone involved. Food processors who skip out on these basics risk getting hit with hefty fines or worse facing lawsuits over worker injuries caused by poor practices. And let's face it nobody wants their plant shut down because inspectors found problems with radiation controls either.
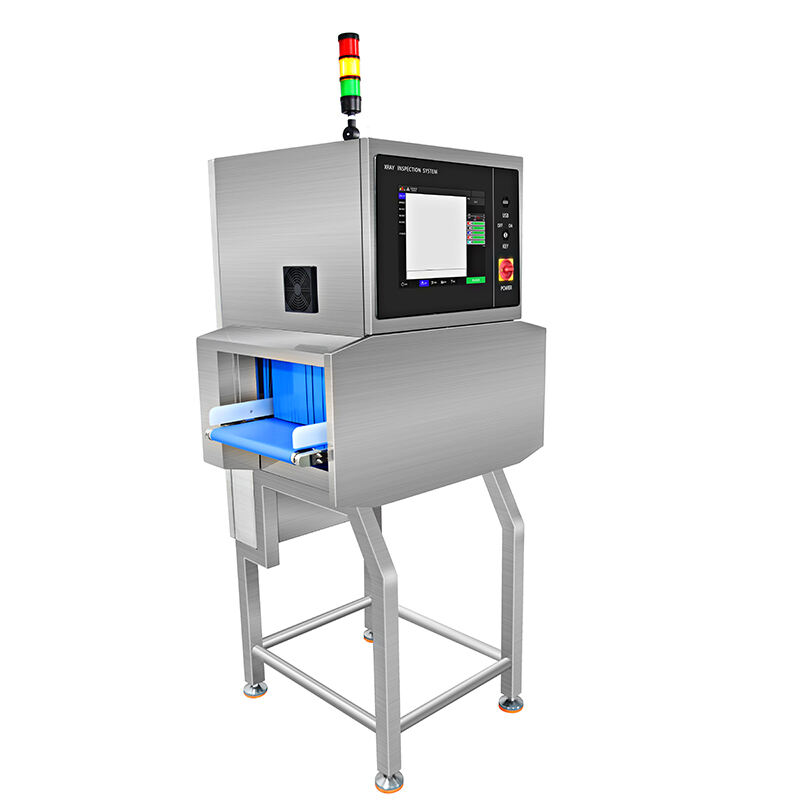
X ray machines have become essential for keeping our food safe by spotting those pesky foreign objects that might get mixed into products during processing. Specifically designed Food Foreign Object X ray Machines can catch all sorts of unwanted stuff in the production line, everything from tiny bits of metal down to rocks and even pieces of broken glass. These machines come equipped with really detailed imaging tech that leaves nothing to chance when inspecting food items. For companies concerned about their customers health and wanting to meet regulatory requirements, these systems offer peace of mind while helping maintain quality control throughout the manufacturing process.
Food foreign body x-ray machines take detection to another level, particularly when it comes to catching bigger items or those hiding in tricky spots where regular metal detectors just don't cut it. These systems can tell the difference between actual food products and anything else that shouldn't be there, which cuts down on potential hazards for food producers. For companies concerned about product recalls and brand reputation, this technology makes a real difference. It stops contaminants that slip past older inspection methods, giving manufacturers peace of mind knowing their quality control is much tighter than before.
The Comprehensive Food Foreign Body Detection X-ray Inspection Machine uses advanced algorithms to analyze images and spot contaminants effectively. According to industry data, food processors who invest in these systems tend to face far fewer product recalls, which shows just how important they are for keeping safety standards high. What makes this tech stand out is its speed handling massive amounts of product while still getting accurate results. That means better protection for consumers' health and helps companies maintain their good name in the market too.
 Hot News
Hot News2026-04-25
2024-05-22
2024-05-22
2024-05-22